





칼슘 탄화물 제련 로를 위한 일정한 힘 작은 직경 흑연 전극 사용




기술적인 매개변수
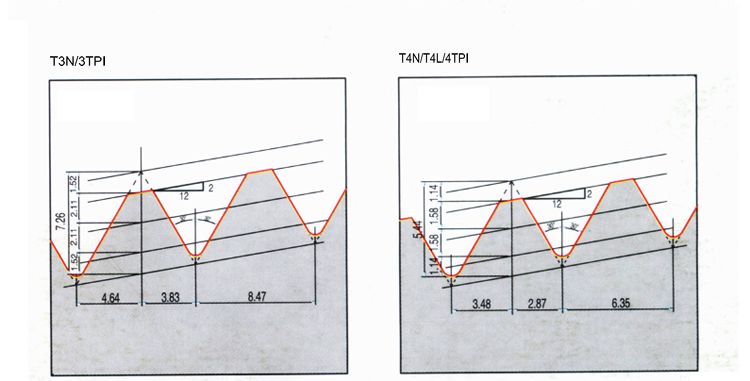
차트 1:소구경 흑연 전극의 기술 매개변수
| 지름 | 부분 | 저항 | 굴곡강도 | 영률 | 밀도 | CTE | 금연 건강 증진 협회 | |
| 인치 | mm | μΩ·m | MPa | 평점 | g/cm3 | ×10-6/℃ | % | |
| 3 | 75 | 전극 | 7.5-8.5 | ≥9.0 | ≤9.3 | 1.55-1.64 | ≤2.4 | ≤0.3 |
| 젖꼭지 | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 4 | 100 | 전극 | 7.5-8.5 | ≥9.0 | ≤9.3 | 1.55-1.64 | ≤2.4 | ≤0.3 |
| 젖꼭지 | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 6 | 150 | 전극 | 7.5-8.5 | ≥8.5 | ≤9.3 | 1.55-1.63 | ≤2.4 | ≤0.3 |
| 젖꼭지 | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 8 | 200 | 전극 | 7.5-8.5 | ≥8.5 | ≤9.3 | 1.55-1.63 | ≤2.4 | ≤0.3 |
| 젖꼭지 | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 9 | 225 | 전극 | 7.5-8.5 | ≥8.5 | ≤9.3 | 1.55-1.63 | ≤2.4 | ≤0.3 |
| 젖꼭지 | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 10 | 250 | 전극 | 7.5-8.5 | ≥8.5 | ≤9.3 | 1.55-1.63 | ≤2.4 | ≤0.3 |
| 젖꼭지 | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
차트 2: 소직경 흑연 전극의 전류 운반 용량
| 지름 | 현재 부하 | 전류 밀도 | 지름 | 현재 부하 | 전류 밀도 | ||
| 인치 | mm | A | 오전2 | 인치 | mm | A | 오전2 |
| 3 | 75 | 1000-1400 | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
주요 응용 프로그램
- 탄화칼슘 제련
- 카보런덤 생산
- 커런덤 정제
- 희귀금속 제련
- 페로실리콘 공장 내화물
RP 흑연 전극 생산 공정
운송 및 보관에 대한 권장 지침
1. 전극이 기울어져 미끄러지거나 전극이 파손되지 않도록 조심스럽게 작동하십시오.
2. 전극 끝 표면과 전극 실을 보장하려면 전극 양쪽 끝을 철제 고리로 걸지 마십시오.
3. 적재 및 하역시 조인트에 부딪혀 실 손상을 방지하기 위해 가볍게 복용해야합니다.
4. 전극 및 접합부를 바닥에 직접 쌓지 마십시오. 전극 손상을 방지하거나 토양에 달라붙지 않도록 나무 또는 철제 프레임 위에 놓아야 합니다. 먼지, 부스러기가 떨어지는 것을 방지하기 위해 사용하기 전에 포장을 제거하지 마십시오. 스레드 또는 전극 구멍에;